





药芯焊丝
技术内涵
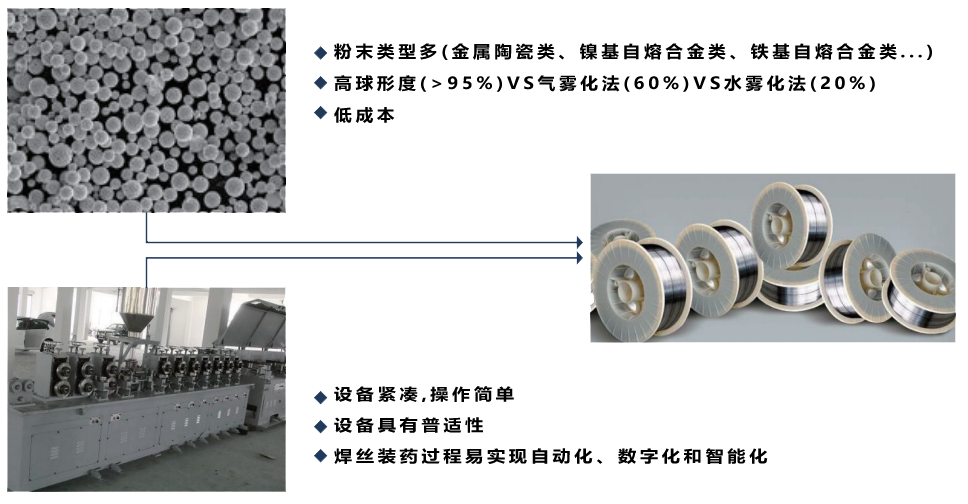
药芯焊丝制造方法是先把钢带轧制成U形断面形状,再把按剂量配好的焊粉填加到U形钢带中,用压轧机轧紧,最后经拉拔制成不同规格的药芯焊丝。金属粉芯药芯焊丝是药芯焊丝的一种,药芯中大部分是金属,矿物粉的含量很少,金属粉所占比例一般是80%~90%其余的为矿物粉。

技术特征
- 金属粉型粉芯焊丝是由薄钢带包裹粉剂组成,电流主要从焊丝表皮流过,使得电流密度很大,熔化速度较快,而粉剂中所含的金属粉占了很大部分,药芯也具有一定的导电性
- 金属粉型药芯焊丝一般用二氧化碳或氩气+二氧化碳的方式进行气体保护焊接,也可以用钨极惰性气体焊(TIG)
- 既有实芯焊丝焊渣量少、飞溅少、烟尘少、焊后也无需清渣的特点,减轻了焊接工作量的优点;又兼具熔渣型药芯焊丝熔敷速度高、焊接工艺好的优点
- 金属粉芯焊丝堆焊焊层性能的最大潜能取决于金属粉末材料自身性能及其组织结构特征
- 金属粉型粉芯焊丝可“完全取代实芯焊丝”
金属粉型药芯焊丝分类
- 气保护用金属粉芯焊丝
- 自保护用金属粉芯焊丝
- 硬面堆焊用金属粉芯焊丝
- 埋弧焊用金属粉芯焊丝等
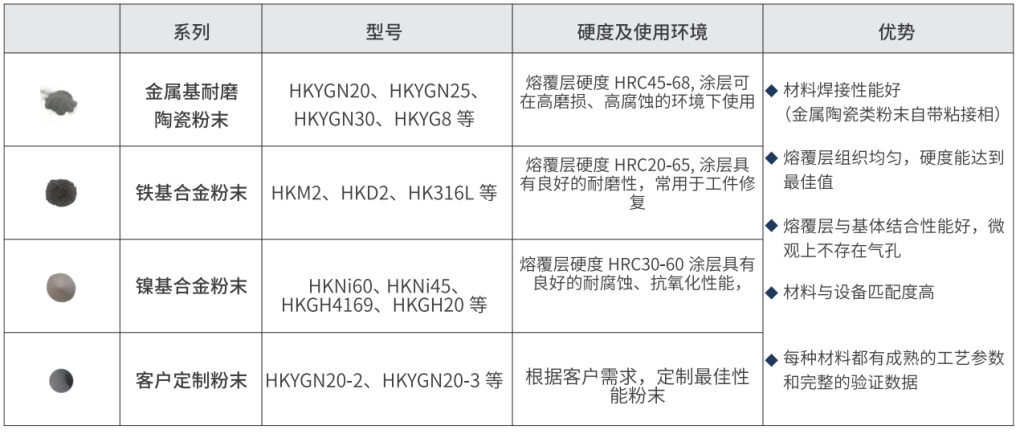
金属粉末材料分类
技术优势
- 熔敷速度高:与熔渣型药芯焊丝一样,焊接电流密度大,熔化速度快,药芯中含有大量的铁粉、金属粉,因此比实芯焊丝具有更高的熔敷速度,且熔敷效率可以达到97%
- 比熔渣型药芯焊丝飞溅和烟尘量少
- 焊缝表面渣量很少,不但能够减少脱渣的时间,提高劳动效率,而且能够避免夹渣等缺陷
- 通过金属粉末材料的灵活调整,可解决操作性、成形、力学性能等特殊要求
市场领域
船舶制造和海洋结构、机械制造、桥梁建造、钢结构、锅炉-容器等行业